参考答案: C B C AC ABC
详细解析:
1.T=5×(20 + 10 + 20 + 15)=325(分钟)。
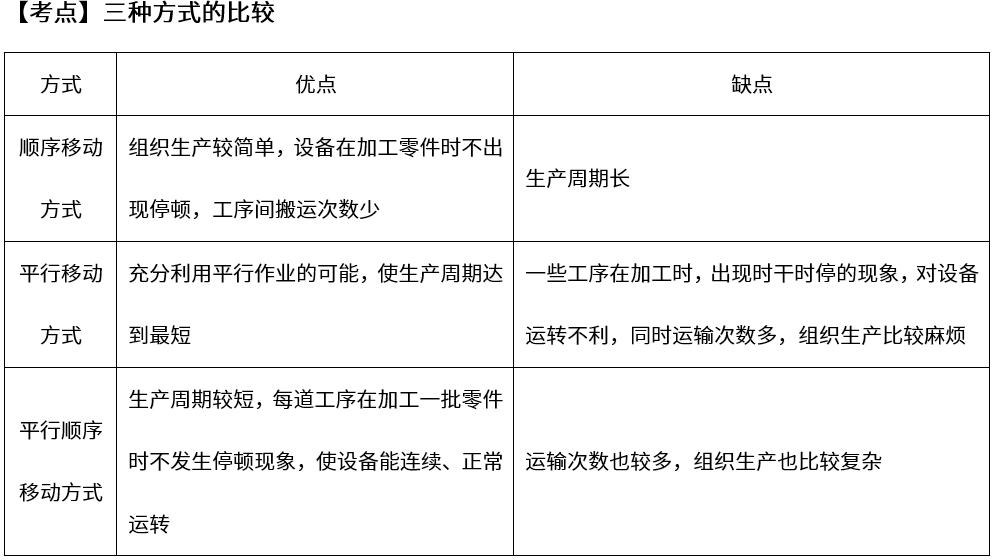
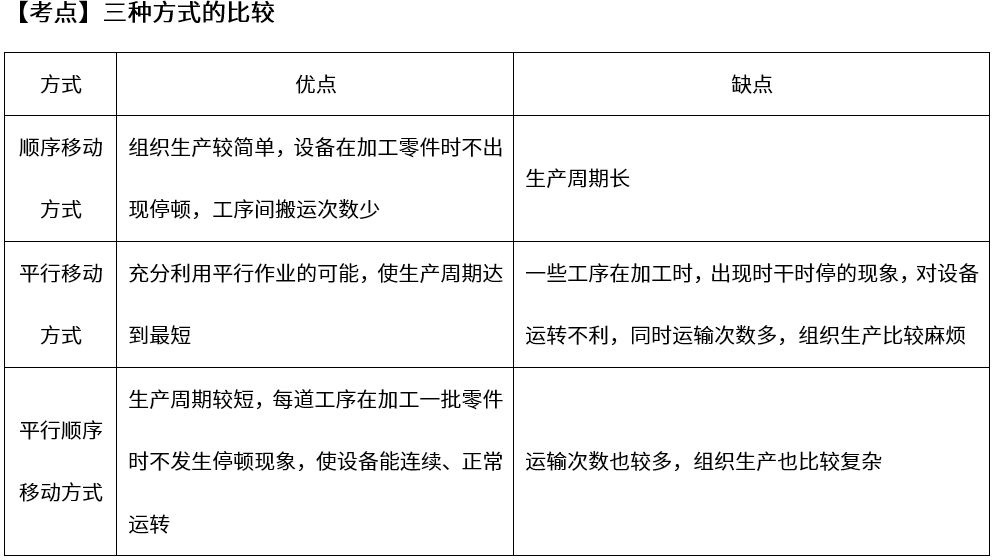
2.顺序移动方式组织生产简单,设备在加工零件时不出现停顿,工序间搬运次数少。
3.
顺序移动方式和平行顺序移动方式的优点都在于不发生停顿现象使设备能连续、正常运转。
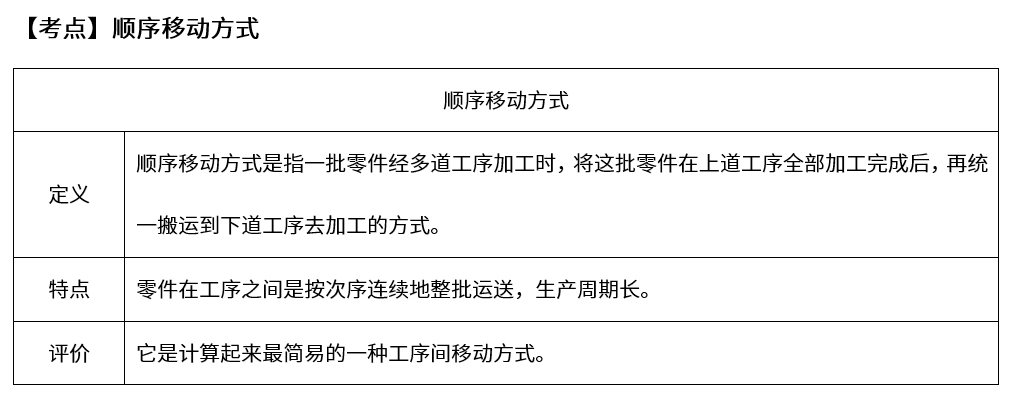
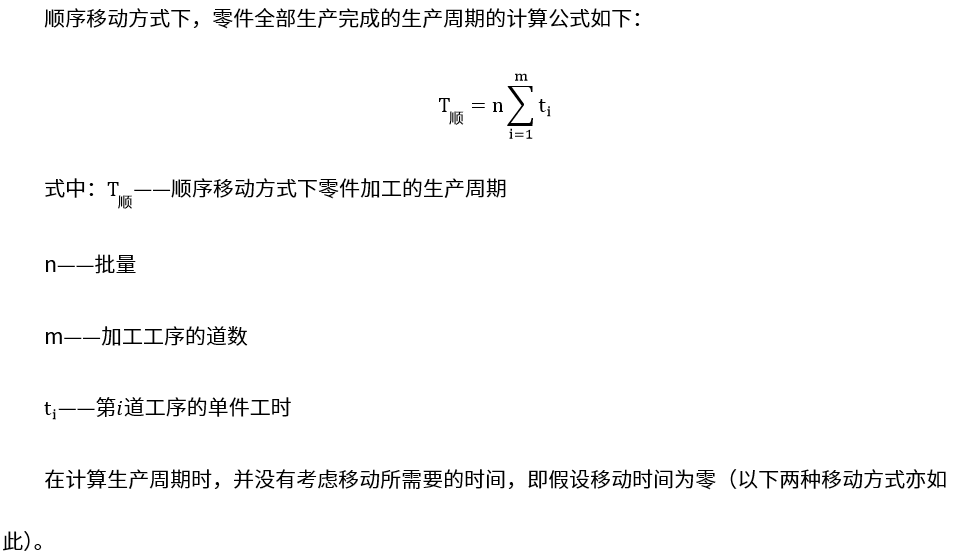
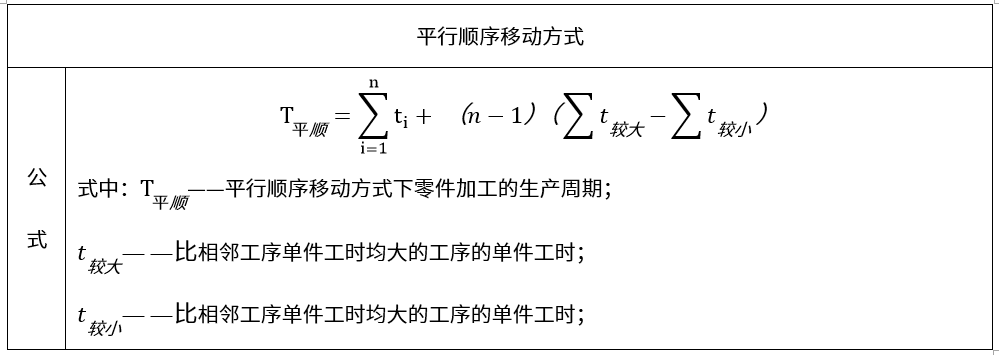
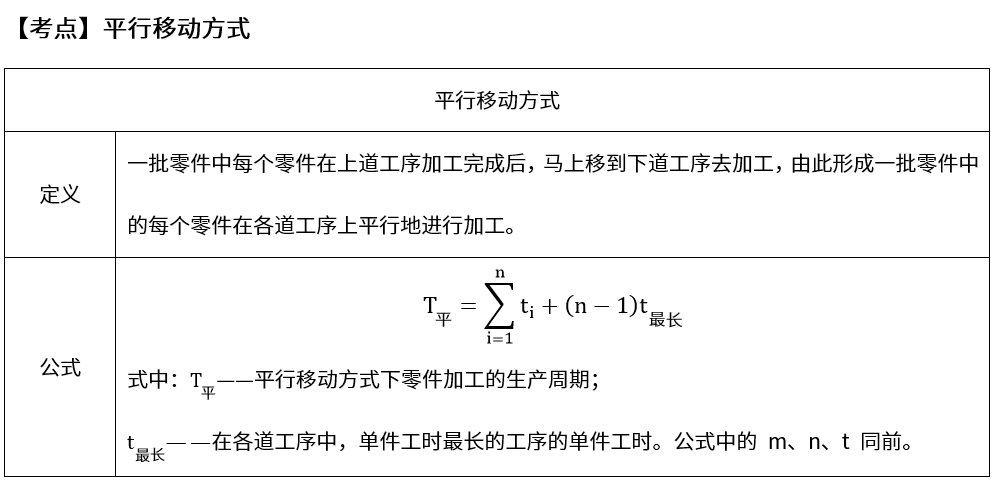
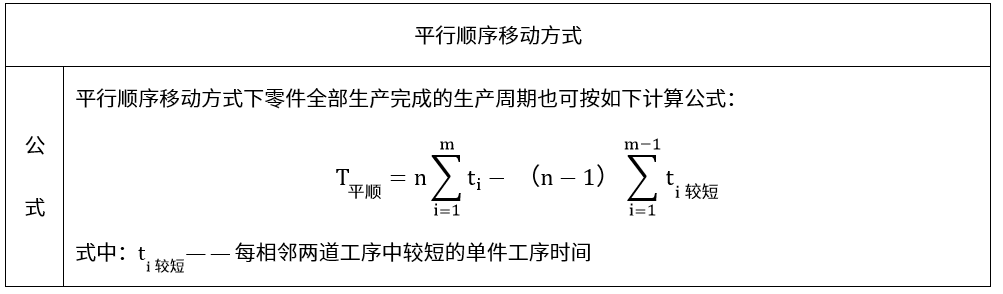 三种时间组织方式的生产时间分别为:顺序移动方式:T = 5×(2 0 +10 + 20 + 15)= 325(分钟);平行移动方式:T=(20 + 10 + 20 + 15)+ (5 - 1)×20 = 145(分钟);平行顺序移动方式:T=5×(20 +10 + 20 + 15) -(5 -1)×(10 + 10 + 15)= 185(分钟),所以最短时间为平行移动方式下的145分钟。
三种时间组织方式的生产时间分别为:顺序移动方式:T = 5×(2 0 +10 + 20 + 15)= 325(分钟);平行移动方式:T=(20 + 10 + 20 + 15)+ (5 - 1)×20 = 145(分钟);平行顺序移动方式:T=5×(20 +10 + 20 + 15) -(5 -1)×(10 + 10 + 15)= 185(分钟),所以最短时间为平行移动方式下的145分钟。
4.对象专业化的生产单位宜采用平行或平行顺序移动方式。
5.选项A、B、C均为平行顺序移动方式的优点,平行顺序移动方式组织生产比较复杂。